

「AMADA INNOVATION FAIR 2019」開催
テーマは「進化が加速する」
世界初の独自開発技術「LBCテクノロジー」を搭載したVENTIS-AJを国内初出展
 AIF2019では、LBCテクノロジーを搭載した加工マシン第1弾として、ファイバーレーザマシンVENTIS-3015AJ(4kW)を国内で初めて出展した
AIF2019では、LBCテクノロジーを搭載した加工マシン第1弾として、ファイバーレーザマシンVENTIS-3015AJ(4kW)を国内で初めて出展した
アマダグループは5月18日㈯から6月22日㈯までの毎週金・土曜日の11日間、アマダ・ソリューションセンター(神奈川県伊勢原市)でプライベート展「AMADA INNOVATION FAIR 2019」(以下、AIF2019)を開催した。
今回のテーマは「進化が加速する」。レーザ光の革新的な技術の紹介と多彩な自動化ソリューションの展示を中心に、変種変量生産や人手不足への対応に向けた提案を行った。
世界初の独自開発技術「LBCテクノロジー」を発表
板金加工分野では、独自に開発した世界初の新技術「LBCテクノロジー」と、高速・高品位・安定加工で定評のあるビーム制御技術「ENSISテクノロジー」の2つのレーザ技術を紹介するとともに、それらの技術を搭載したファイバーレーザマシンを出展した。
「LBCテクノロジー」は、「Locus Beam Control」(軌跡ビームコントロール)の略で、アマダグループは「無限の可能性を秘めた新しい光コア技術」と位置づけている。
従来のファイバーレーザは、ビーム形状・集光径を変化させることでさまざまな材質・板厚の切断を行ってきた。しかし、焦点を変化させることでレーザビームのエネルギー密度が低下してしまうことが課題だった。LBCテクノロジーは、レーザビームの集光径を絞り込み、エネルギー密度が高い状態を保ったまま最適なビーム軌跡をコントロールすることで、高効率な加工が可能となる。ビーム軌跡のパターンは用途に合わせて無限大に拡張できる。
レーザ切断は材料の上部よりレーザ光を照射し、母材を溶融させ、アシストガスにより溶融金属を吹き飛ばす。そのためには、レーザ光のエネルギー吸収率が高い環境で効率よく加工を行う必要がある。エネルギー吸収率は、「材質」や「ビーム波長」だけでなく、レーザ光が材料に当たる角度 ― 「入射角」によっても大きく変化し、入射角は「カッティングフロント」と呼ばれる切断進行方向の前面部分の傾斜角度で左右される。
加工速度が速くなるほどカッティングフロント上の傾斜角度は大きくなるため、従来は、加工する板厚が厚くなるとレーザ光が材料下面に到達する前に通過してしまい、切断不良が発生していた。LBCテクノロジーでは、高輝度レーザビームを高速振動させることにより、カッティングフロントの傾斜角度が大きくなっても材料下面までレーザ光を到達させ、残存金属を直接溶融・排出させることが可能になる。
これまで、高速でレーザ切断を行うためには高出力の発振器が必要だった。LBCテクノロジーはエネルギー密度が高い高効率なレーザ光を維持できるため、溶融金属の確実な排出が可能となり、同じ出力4kWでも従来比2倍以上の高速加工が可能となる。また、従来のファイバーレーザでは材料下面までエネルギーが行き渡らず、大口径ノズルで溶融物を吹き飛ばす必要があったが、LBCテクノロジーでは材料下面までエネルギーが行き渡るため小径ノズルで済み、アシストガスの使用量を低減できる。高効率・高速加工、電力コスト削減、アシストガス使用量の低減などにより、加工コストは最大で75%削減できる。
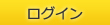
 左:VENTIS-AJの「生産性モード」のイメージ。切断方向に対して前後に振動させながら切断することで、材料下面まで最適な入熱が可能となり、高速加工を実現/右:VENTIS-AJの「品質モード」のイメージ。切断方向に対して左右に振動させながら切断することでドロスレスと切断面品質の向上を実現
左:VENTIS-AJの「生産性モード」のイメージ。切断方向に対して前後に振動させながら切断することで、材料下面まで最適な入熱が可能となり、高速加工を実現/右:VENTIS-AJの「品質モード」のイメージ。切断方向に対して左右に振動させながら切断することでドロスレスと切断面品質の向上を実現
LBCテクノロジー搭載マシン第1弾VENTIS-3015AJを発表
AIF2019では、LBCテクノロジーを搭載した加工マシン第1弾として、ファイバーレーザマシンVENTIS-3015AJ(4kW)を国内で初めて出展。6月から国内販売を開始した。VENTIS-AJは、2018年10月にドイツで開催された「EuroBLECH 2018」で世界で初めて発表され、ドイツの製造業界誌「MM MaschinenMarkt」が選ぶ先進的・革新的な出展製品に授与されるMM賞を受賞している。
VENTIS-AJは、LBCテクノロジーの機能を最大限発揮する世界最高レベルの高輝度4kWシングルモジュールファイバーレーザ発振器を搭載。また、LBCテクノロジーの特長を生かした3種類の加工モード―「生産性モード」「品質モード」「カーフコントロールモード」を採用している。
「生産性モード」は、エネルギー密度が高いレーザビームを維持したまま切断方向に対して前後に振動させながら切断する。材料下面まで最適な入熱が可能となり、カッティングフロント上の傾斜角度による残存金属を直接溶融・排出させることで高速加工を実現できる。
「品質モード」は、エネルギー密度が高いレーザビームを切断方向に対して左右に振動させながら切断する。これまではレーザ照射ポイントから離れると熱量が減衰するため、材料下面では熱量が不足し、溶融金属を十分吹き飛ばすことができず、ドロスの発生や切断面品質の低下につながっていた。「品質モード」ではレーザ光を左右に高速振動させ、切断カーフの側面にエネルギー密度が高いレーザ光を直接照射することで、材料下面まで十分な熱量を確保し、ドロスレスと切断面品質の向上を実現できる。
「カーフコントロールモード」は、レーザビームを振動させることでカーフ幅(切断幅)をコントロール。製品を取り出す際の安定性が向上し、TK(テイクアウトローダー)を含めた長時間安定稼働を実現できる。
会場ではVENTIS-AJの実機により3種類のデモ加工を行った。SUS304・板厚12㎜の生産性モードでは加工速度が毎分1.3mと従来のファイバーレーザ(4kW)と比べ約3倍。A5052・8㎜の生産性モードでは加工速度が毎分3.5mと従来比で約2倍、加工時間は約30%短縮。SUS304・1.0㎜のカーフコントロールモードでは加工速度が毎分50mで従来比10%向上、加工コストは34%減になるという。
 HG-1003ARs(左)とEG-6013AR(右)による「1人でロボット多台持ち運用」も提案した
HG-1003ARs(左)とEG-6013AR(右)による「1人でロボット多台持ち運用」も提案した
 アマダのIoT「V-factory」を活用できるプラットフォームを加工マシンに標準搭載し、「Vfマシン」として展開することが発表された
アマダのIoT「V-factory」を活用できるプラットフォームを加工マシンに標準搭載し、「Vfマシン」として展開することが発表された マシンのドライブレコーダーに相当する「V-monitor」。ネットワークカメラ(右)で撮影したマシンの稼働状態の映像をタブレット端末(左)などで閲覧できる
マシンのドライブレコーダーに相当する「V-monitor」。ネットワークカメラ(右)で撮影したマシンの稼働状態の映像をタブレット端末(左)などで閲覧できる
つづきは本誌2019年7月号でご購読下さい。