

自動金型交換による曲げ工程の合理化
モノの流れの整流化に貢献
曲げ加工の生産性が30%向上
株式会社 内田製作所
 工作機械と半導体製造装置関連の複雑で時間がかかる製品をHG-1003ATCで加工している
工作機械と半導体製造装置関連の複雑で時間がかかる製品をHG-1003ATCで加工している
工作機械・半導体・空調機器がメイン
 内田健一郎社長
内田健一郎社長
㈱内田製作所は、1939年に東京都大田区で創業し、今年で80周年。1964年に㈱内田製作所として法人化、1968年に現在地の神奈川県内陸工業団地に厚木工場を開設し、1986年には本社機能も同工業団地に集約した。
現在の得意先は約40社。工作機械関連、半導体製造装置関連、業務用空調機器関連の3社が主力で、この3社で売上の約80%を占める。
工作機械関連は小型立形マシニングセンタの機械カバー、スプラッシュガード、タンクなど。最盛期には1カ月に1機種で20台超の生産に対応、構成部品の総数は数千点にもおよんだ。半導体製造装置は純水加熱装置で1台あたりの板金部品は約80点。この2社のリピート率は70%程度だった。ところが昨年秋以降、米中貿易摩擦の影響で工作機械の受注は30%以上減少、半導体製造装置は半減、全体では前年同期比で20~30%落ち込んでいる。
「半導体製造装置は秋口になれば回復するという話もありましたが、今は、来年度になれば回復の兆しが見えるかも、というトーンに変わってきています。工作機械に関しては、しばらくは回復の兆しが見えないと思います」と内田健一郎社長はきびしい見方をする。
業務用空調機器は物件対応のため一品一様。今のところ建築需要は旺盛なため、ほかの業種に比べて落ち込みは少ない。それでも先々を考えて今は新規の得意先開拓に力を入れているが、「当社のみならず業界全体が冷え込んでいるので新規開拓は難しい」という。
同社で受注するアイテム数は3,000~4,000点、加工する材料は工作機械と半導体製造装置関連はSPCC、業務用空調機器はSGCCがメインでステンレスやアルミなどの非鉄材料は少ない。板厚は0.5~6㎜が中心で、2.0㎜以下が80%を占める。
工作機械、半導体製造装置、業務用空調機器いずれも先頭のブランク工程で、オーダー単位で部品をまとめ、板厚ごとにファミリーネスティングを行っている。
「最初にまとめるのは手間ですが、一度まとめてしまえば最後の組立などが楽です。ただ、材料歩留りが悪くなる傾向があるので、そこをどう判断していくかが課題です」(内田社長)。
 左:VPSS 3i Bendでベンディングマシン5台分の曲げ加工データを作成(左)。右は生産管理システムAPC21の現場端末/中央:HG-ATCのNC端末AMNC 3iは直感的な操作が可能/右:角度センサーBi-Sで加工精度が安定
左:VPSS 3i Bendでベンディングマシン5台分の曲げ加工データを作成(左)。右は生産管理システムAPC21の現場端末/中央:HG-ATCのNC端末AMNC 3iは直感的な操作が可能/右:角度センサーBi-Sで加工精度が安定
ブランクの強化で曲げがボトルネックに
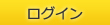
同社が自動金型交換装置付きベンディングマシンHG-1003ATCを導入したのは2017年9月。ブランク工程を強化しようと2015年10月にパンチ・レーザ複合マシンACIES-2515T+AS-2512NTK+ULS-2512NTKを導入したところ、次工程の曲げ工程で作業が滞留してしまうようになった。
製造部の曲げ加工グループの責任者である松田耕二係長は「曲げ工程がボトルネックといわれ、抜き上がってくるブランク材がオーダー単位で台車に乗せられたまま曲げ加工エリアに滞留、曲げの作業者は毎日残業でした」と当時を振り返る。
ちょうどベンディングマシンの更新を検討している時期でもあり、曲げ工程全体の生産性改善を目指してHG-ATCを導入することになった。
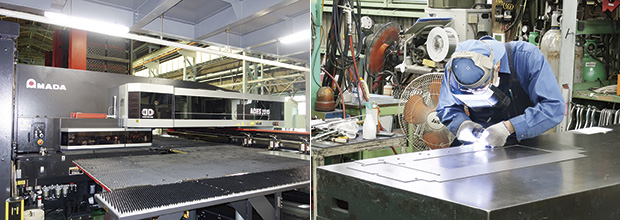 左:ACIES-2515Tの導入でブランク工程の生産能力が向上。曲げ工程の負荷が増した/右:溶接作業
左:ACIES-2515Tの導入でブランク工程の生産能力が向上。曲げ工程の負荷が増した/右:溶接作業
会社情報
- 会社名
- 株式会社 内田製作所
- 代表取締役
- 内田 健一郎
- 住所
- 神奈川県厚木市上依知3021
- 電話
- 046-285-1121
- 設立
- 1964年
- 従業員数
- 40名
- 事業内容
- 精密板金の製造・組立(工作機械、空調機器、映像関連機器、半導体・FPD製造関連機器、測定・分析機器など)
つづきは本誌2019年11月号でご購読下さい。