

自動金型交換による曲げ工程の合理化
曲げ工程全体の生産性が向上
経験の浅い作業者を短期間で戦力化
株式会社 佐藤電機製作所
 ①自動金型交換装置付きベンディングマシンHG-1003ATCによる曲げ加工。曲げ12工程の製品をステップベンドで効率よく加工している/②HG-ATCのNC端末AMNC 3iで曲げ加工データを呼び出す/③HG-ATCで曲げ加工した高速道路・有料道路のETCゲート部品(12工程)
①自動金型交換装置付きベンディングマシンHG-1003ATCによる曲げ加工。曲げ12工程の製品をステップベンドで効率よく加工している/②HG-ATCのNC端末AMNC 3iで曲げ加工データを呼び出す/③HG-ATCで曲げ加工した高速道路・有料道路のETCゲート部品(12工程)
「超多品種少量生産」「ワンストップ一貫生産」に対応
 常務取締役・営業部長の佐藤薫宏氏
常務取締役・営業部長の佐藤薫宏氏
㈱佐藤電機製作所は、本社が東京都三鷹市にある精密板金加工企業。生産拠点は山梨工場(山梨県山梨市)で、医療機器、半導体製造装置・検査装置、通信機器などの筺体・フレーム・カバーなどを主に手がけている。
長年にわたる大手通信機器メーカーとの継続取引を通じて培ってきた精密板金加工技術は、得意先各社から高く評価されている。また、最新鋭の設備を積極的に導入し、「超多品種少量生産」「ワンストップ一貫生産」への対応を強みに、新たな事業分野と新規得意先の開拓を進め、発展を続けてきた。
製品サイズは1mそこそこの肩幅サイズが中心。使用材料は、ジンコートやZAMを含む鉄系材料が60%、ステンレスが30%、アルミが10%。板厚は0.5~3.2㎜の薄板が中心で、1.0~2.0㎜が多い。中心ロットサイズは10~30個。受注アイテム数は月間2,000~4,000件で、子部品まで含めると約1万件におよぶ。リピート率は約90%と高い。
 2018年末に導入したV-factory Connecting BOX(VC-BOX)により、主力設備の稼働実績の“見える化”に対応
2018年末に導入したV-factory Connecting BOX(VC-BOX)により、主力設備の稼働実績の“見える化”に対応
多品種少量生産へのシフトで曲げの負荷が増大
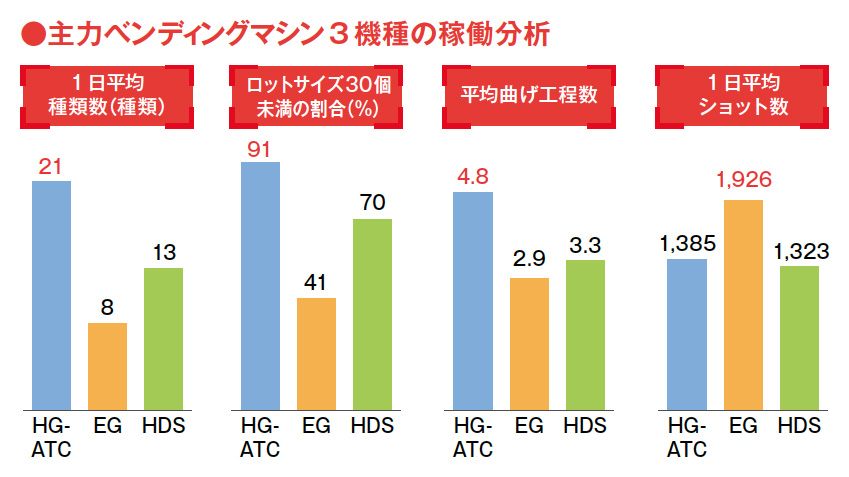
同社は2016年1月、生産性向上を目指して自動金型交換装置付きベンディングマシンHG-1003ATCを導入。曲げ工程ではHG-1003ATC、EG-6013、HDS-1303NT、FBDⅢ-1025NT、FBD-8025FS、RG-80の6台が稼働している。
HG-ATC導入の経緯について佐藤薫宏常務は次のように語っている。
「以前は量産が多かったため、ブランク工程の自動化ラインが週末にスケジュール運転をすると、週明けの朝には加工済みの仕掛り品がたまっていて、それを曲げ工程が順次消化していくスタイルでした」。
「しかし今は多品種少量生産にシフトして、段取りが増え、ブランク工程・曲げ工程ともに生産性が低下しています。特に曲げ工程は、金型段取りの負担が大きいこともあって仕掛り品が増え、ボトルネックになっていました。また、金型段取りは経験の浅い社員では対応できず、人的リソースの活用を考えるうえでも足かせになっていました」。
「最初はベンディングロボットの導入を検討しましたが、設置スペースの問題などにより断念しました。しかし、金型段取りの時間を短縮し、経験の浅い社員やパートの方でも短期間で戦力化できる自動金型交換装置(ATC)は必要と判断して、HG-ATCの導入に踏み切りました」。
 左:ブランク工程にはパンチ・レーザ複合マシンACIES-2512T(写真)をはじめ3台の複合マシンを設備/右:ファイバーレーザ溶接システムFLW-4000M3。自動化と溶接品質向上に貢献している
左:ブランク工程にはパンチ・レーザ複合マシンACIES-2512T(写真)をはじめ3台の複合マシンを設備/右:ファイバーレーザ溶接システムFLW-4000M3。自動化と溶接品質向上に貢献している
会社情報
- 会社名
- 株式会社 佐藤電機製作所
- 代表取締役社長
- 佐藤 喜行
- 東京本社
- 東京都三鷹市中原3-1-53
- 山梨工場
- 山梨県山梨市中村772-1
- 電話
- 0553-23-0037(山梨工場)
- 設立
- 1961年
- 従業員数
- 58名
- 事業内容
- 医療機器、半導体製造装置・検査装置、情報通信機器などの精密板金筐体・部品の製造・組立/電源装置(整流器)・バッテリーの販売
つづきは本誌2019年11月号でご購読下さい。