

変種変量生産に対応するベンディング自動化システム
働き方改革の観点からも曲げの自動化・省力化は必須
アセンブリー生産はプル型生産方式との連携が重要
株式会社 三光精密
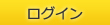
 人間の動作にちかい動きが可能な7軸多関節ロボットが、素材搬入・曲げマテハン・製品搬出を行うベンディングロボットシステムHG-1003ARs。2連の製品集積コンベヤーを備えており、長時間運転にも対応する
人間の動作にちかい動きが可能な7軸多関節ロボットが、素材搬入・曲げマテハン・製品搬出を行うベンディングロボットシステムHG-1003ARs。2連の製品集積コンベヤーを備えており、長時間運転にも対応する
製缶・板金加工から機械加工までを一貫生産
㈱三光精密は1979年、猪爪昭光社長が当時勤務していた工場の先輩と同僚2人に呼びかけるかたちで創業した。社名は3人の仲間の「三」と、猪爪社長の名前の「光」を組み合わせ、未来への明るい希望を込めた。以来、空調機器、食品機器、工作機械、建設機械関連の加工、溶接・組立などの事業を展開してきた。
1989年に本社工場を日光市大沢町から日光市土沢に建設・移転。大沢町の工場には機械加工を行う㈲ワーク三光社を設立した。薄板の精密板金加工、中・厚板の製缶加工・板金加工から機械加工までを一貫して手がけるようになり、業容も拡大していった。
 左から、猪爪健常務、小野克広専務、金子貴之製造係長
左から、猪爪健常務、小野克広専務、金子貴之製造係長
主要10社で売上全体の90%を占める
得意先数は30~40社。そのうち主要10社で売上全体の90%を占める。以前は空調機器関連の仕事が多かったが、最近は工作機械カバー関連が増えている。リピート品の割合が70%と高く、新規品・設計変更品が30%となっている。ロットは1個、2個から300個まであり、多品種少量生産が常態化している。しかし、分割納入や特急・割込みの頻度が高く、生産計画も頻繁に変更される。
社員は5名の外国人労働者を含めて69名、このうち製造現場は53名となっている。
2021年3月期は、コロナ禍による影響で上期は20%ちかく落ち込んだが、10月以降は徐々に回復。売上は前期比マイナスとなったものの、経常利益は黒字となった。今期は工作機械カバー、空調機器などの仕事が順調で、前期比20%以上の売上増を見込んでいる。
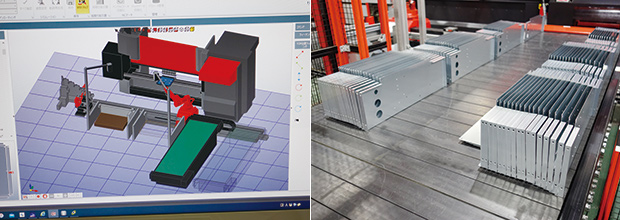 左:VPSS 3i ARBENDにより外段取りでオフラインプログラミングができる/右:HG-1003ARsは集積コンベヤーにできるだけ多くの製品を集積するため、製品の置き方にも工夫をしている
左:VPSS 3i ARBENDにより外段取りでオフラインプログラミングができる/右:HG-1003ARsは集積コンベヤーにできるだけ多くの製品を集積するため、製品の置き方にも工夫をしている
徹底して機械化を進める
同社は2008年のリーマンショックを契機に徹底してムダを省き、損益分岐点比率を20%引き下げた。その後も工程の見直しを進め、合理化努力を続けた。
加工製品の70%は酸洗材やボンデ鋼板などの鋼板で、板厚は0.8、1.2、1.6、2.3、3.2㎜がメイン。ステンレスは20%、アルミとそのほかが10%となっている。ステンレスは板厚0.5~3.0㎜、アルミは0.5~4.0㎜に対応する。
2012年には既設の自動倉庫MARSに連動させるかたちでパンチ・レーザ複合マシンACIES-2512T+RMP-48Mを導入。稼働時間は1日平均15~20時間、1カ月で300時間を超えるようになった。当時はACIESに加えてパンチングマシンHMX-3610NT、VIPROS-358Kingの3台でブランク加工に対応。曲げ工程では5名の作業者がネットワーク対応型ベンディングマシンで作業していたが、曲げ工数が不足するようになったため、2015年に自動金型交換装置を備えたHG-1003ATCを導入した。
小野克広専務は導入理由について「金型段取り作業を自動化して作業者の負担を軽減させ、多品種少量生産の作業効率を向上、作業者のスキルに左右されない生産体制を実現しようと考えました。HG-ATCは豊富な種類の金型を保有できるので、効率も良くなると考えました」。
「現在は4月入社のベトナム人のスタッフが操作していますが、ベテラン社員と比べても遜色なく作業でき、導入効果は高いと思います」と語っている。
曲げグループのリーダーである金子貴之製造係長は「ミーティングで当日の目標を発表し、作業者ごとに仕事を振り分けます。作業の平準化を心がけて采配していますが、対応しきれなくなったため、HG-ATC導入と作業者増員を訴えました」という。
 HG-1003ATCを操作しているのは今年4月入社のベトナム人のスタッフ。HG-ATCは金型段取りが自動でできるので経験が浅い社員でも多工程の連続曲げが簡単にできる
HG-1003ATCを操作しているのは今年4月入社のベトナム人のスタッフ。HG-ATCは金型段取りが自動でできるので経験が浅い社員でも多工程の連続曲げが簡単にできる 2018年に導入したファイバーレーザ複合マシンACIES-2512T-AJ
2018年に導入したファイバーレーザ複合マシンACIES-2512T-AJ
会社情報
- 会社名
- 株式会社 三光精密
- 代表取締役
- 猪爪 昭光
- 所在地
- 栃木県日光市土沢1454-3
- 電話
- 0288-21-1030
- 設立
- 1979年
- 従業員数
- 69名
- 主要業種
- 精密板金加工、空調機器、通信機器、工作機械カバー、電子機器、食品機械、建設機械など
つづきは本誌2021年11月号でご購読下さい。