

高出力・高輝度化技術、ビームコントロール技術を中心とした「レーザコア技術の進化」
アマダのファイバーレーザ加工技術、15年の歩み
株式会社 アマダ レーザ光源技術開発部 山崎 信幸
 「EuroBLECH 2024」に出展したファイバーレーザマシン「VENTIS-3015AJe」(9kW)
「EuroBLECH 2024」に出展したファイバーレーザマシン「VENTIS-3015AJe」(9kW)
板金加工とファイバーレーザの登場
1970年代から続く高度経済成長期において、日本の工業生産は大きく伸び、特に電子・電気機器、輸送機器、精密機器などの加工組立型製品の輸出が主力となりました。これらの製品に使用される板金加工部品の需要は大きく伸び、板金切断における生産性向上が重要視され始め、1980年前後には当社を含む日本企業はレーザを利用した切断技術を導入しました。
レーザによる切断技術は高精度な材料加工を大量生産できる生産性を兼ね備えており、それまでの「モノづくり」を一変させ、日本の経済成長を支える一翼となります。これ以降、板金加工機におけるレーザは、より高い生産性を得るための性能と信頼性の向上に注力されてきました。
レーザ切断機が登場した1980年代前半は、ガスレーザの代表格であるCO2レーザが搭載されていました。CO2レーザはアルミ・真鍮・銅などの高反射材料を除いて良好な切断結果が得られますが、エネルギー変換効率が悪いなどの問題がありました。その後、よりエネルギー変換効率が高いファイバーレーザが商業市場に登場し、当社も4kWファイバーレーザを搭載した「FOL-3015AJ」を「EuroBLECH 2010」に出展しました。
 「EuroBLECH 2010」に出展したファイバーレーザマシン「FOL-3015AJ」(4kW)
「EuroBLECH 2010」に出展したファイバーレーザマシン「FOL-3015AJ」(4kW)
本稿では板金加工における高生産性に貢献してきた自社製ファイバーレーザ発振器の技術の進化について紹介します。
発振器の高輝度化に必要なレーザモジュールの高出力化
レーザ切断に関わるパラメーターは多岐にわたり、主なものとして、レーザ波長・レーザ出力・切断速度・アシストガス・焦点位置・ビーム品質・パルス特性などが挙げられます。また、材料を高速で加工するには、材料に照射するパワー密度を高くする必要があります。これはレーザ出力を増やし、ビーム品質を良くする(輝度を高める)ことを意味します。ここで言うビーム品質とは、レーザビームをどの程度小さく集光できるかを示すパラメーターで、数字が小さいほど集光性能が高いことを示しています。
 2011年にリリースしたファイバーレーザ発振器AJ-4000(4kW)
2011年にリリースしたファイバーレーザ発振器AJ-4000(4kW)
2011年に当社が初めて市場投入した4kWファイバーレーザ発振器は、レーザ出力0.6kW、ビーム品質約0.5mm・mradのレーザモジュールを7モジュール使用していました。各モジュールはレーザ光を光ファイバーで伝搬しますが、最終的に7本の光ファイバーを束ねて1本のファイバーに結合させています。この過程でレーザモジュールの光の伝搬角度が大きくなるため、ビーム品質は約0.5mm・mradから3.0mm・mradとなり、輝度が下がってしまいます。下図では例として3本の光ファイバーを束ねた図を紹介します。
ファイバーレーザではレーザ出力をパワーアップするため、光ファイバーを束ねる手法が一般的とされており、他社でも使用されています。しかし、この手法には輝度が下がるという欠点があります。そのためレーザ発振器の高輝度化には、レーザモジュール自体を高出力化させる必要がありました。
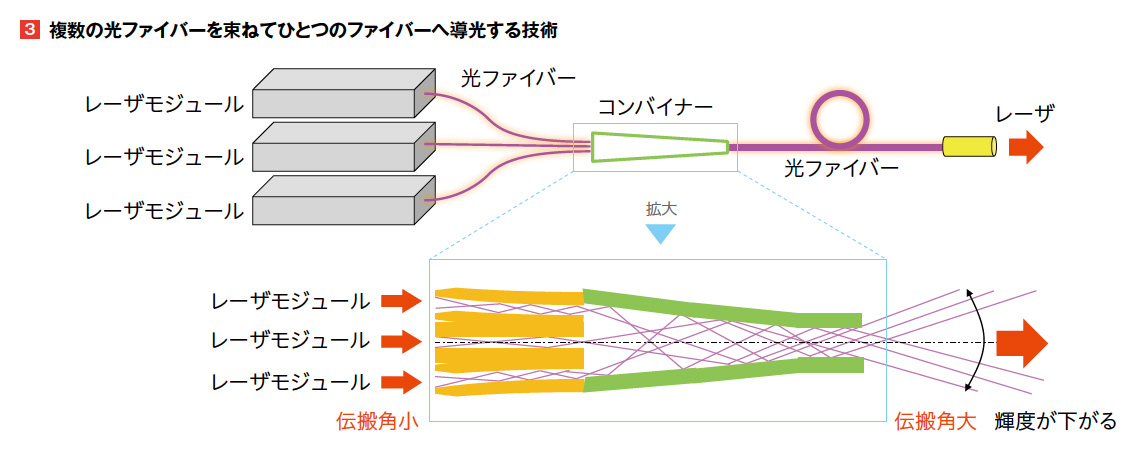 複数の光ファイバーを束ねてひとつのファイバーへ導光する技術
複数の光ファイバーを束ねてひとつのファイバーへ導光する技術
つづきは本誌2025年9月号でご購読下さい。