

「利他的経営」が会社を強くする
アルミ押出形材切断、プレス・板金・機械加工の組み合わせで事業を拡大
株式会社 セキエイ
 2019年に導入したファイバーレーザ複合マシンLC-2512C1AJ。後付けでサイクルローダーASR-2512Nを設置し、長時間連続運転が可能になった
2019年に導入したファイバーレーザ複合マシンLC-2512C1AJ。後付けでサイクルローダーASR-2512Nを設置し、長時間連続運転が可能になった
34歳で事業承継、従業員5名からスタート
 阿部雄二社長
阿部雄二社長
㈱セキエイの阿部雄二社長は、34歳まで自動車用のハーネス部品を製造する会社に勤めるサラリーマンだった。
「父(阿部清喜雄氏)はセキ商工という会社を個人創業し、小型プレス1台でサッシの換気部品を加工する仕事を手がけていました」。
「私が34歳の時、父から事業を引き継いでほしいと相談を受け、事業承継を決断しました。当時は小型プレスが1台とパート従業員5名ほどで、主に手作業の仕事をしていました。私が事業を引き継いだ1994年に法人化し、㈲セキエイ製作所を設立して、私と父と5名の社員で再スタートしました」と阿部社長は振り返る。
アルミ押出形材切断、自動車プレス部品の仕事を取り込む
当時はバブル経済が崩壊して間もない時期で、仕事量は少なかった。小型プレス1台では対応できる仕事の幅にもボリュームにも限りがあった。
1997年、一関市赤荻に土地を購入し、新工場の建設を目指した。しかし、仕事も設備も足りない。2001年、差別化につながる設備を探しているところへ、ヒートシンク用アルミ押出形材を切断する中古の丸鋸切断機があると紹介を受け、導入した。アルミヒートシンクは、冷却能力や耐久性は銅よりも劣るが、軽量で熱密度の高くない発熱物の冷却に使用される。
丸鋸切断機の導入後、3年ほどは苦戦したが、2004年、大手建材メーカーからヒートシンク用アルミ押出形材切断の仕事を受注することができ、主要得意先となった。
どうにか危機を脱することができたが、さらに成長するためには何かしなければいけない。
2006年に知り合いの自動車向けプレス部品加工の経営者から、200トンプレスTP-200の中古があると聞かされた。「200トンプレスを設備する企業は少なく、導入すれば仕事はある」と言われ、導入を決断。造成が終わっていた赤荻の土地にプレハブ工場を建設してTP-200を導入し、その後も引き続き110トン、150トンとプレス機を増やしていった。
しかし、プレス加工の仕事は海外へ流出するリスクがある。先行きは楽観できないと考え、2009年に中古のベンディングマシンFBDⅢ-8025NTを導入して、曲げ加工の仕事を受注するようになった。
 曲げ工程。HG-8025(手前)など4台のベンディングマシンが並ぶ
曲げ工程。HG-8025(手前)など4台のベンディングマシンが並ぶ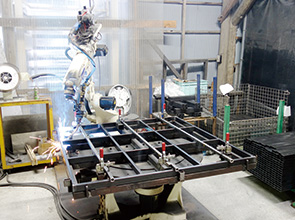 溶接ロボットによる溶接作業
溶接ロボットによる溶接作業
ある経営者との出会い ― 板金加工へとシフト
この頃、一関市の板金加工企業T社の経営者と知り合い、板金加工へとシフトしていった。
「T社の経営者に将来の相談をするうちに、板金加工をやってみないかと助言を受けました。すでに曲げ加工の仕事には対応していたので、板金加工のネック工程といわれる曲げ・溶接に特化し、いわゆる後工程から取り組むことにしました」。
「2012年にはHD-8025NTを導入して効率の良い曲げ加工に挑戦し、アルゴン溶接や半自動溶接に取り組んでいきました。ブランク加工をT社で行い、後工程の曲げ・溶接を当社が請け負う分業体制で事業を拡大していきました」(阿部社長)。
 ハンディファイバーレーザ溶接機FLW-1500MTによる溶接作業。SUS304の溶接品質が評価され、急速冷凍庫の成約につながった
ハンディファイバーレーザ溶接機FLW-1500MTによる溶接作業。SUS304の溶接品質が評価され、急速冷凍庫の成約につながった プレス工程にはサーボプレスSDE-8018iⅢも設備している
プレス工程にはサーボプレスSDE-8018iⅢも設備している
会社情報
- 会社名
- 株式会社 セキエイ
- 代表取締役
- 阿部 雄二
- 所在地
- 岩手県一関市赤荻字雲南134-1
- 電話
- 0191-48-3692
- 設立
- 1994年
- 従業員数
- 38名
- 主要事業
- 住宅建材部品・住宅用サッシ部品・自動車用部品・暖房器具部品・架台、産業用パレット、精密機器製造ライン用部品、各種産業用機器部品の切断・プレス加工・機械加工・板金加工・溶接
つづきは本誌2023年2月号でご購読下さい。