

優秀板金製品技能フェアは「板金のテーマパーク」
中小製造企業の技術力向上の一助となり、日本の製造業を強くする
日本大学 生産工学部 機械工学科 高橋 進 教授
 高橋進教授
高橋進教授
「第32回優秀板金製品技能フェア」(以下、板金フェア)の審査委員会副委員長を務める日本大学生産工学部機械工学科の高橋進教授。2007年に日本大学へ移る前 ― 日産自動車㈱車両技術開発試作部に在籍中の2004年度に板金フェアの審査委員に就任。それ以来15年間にわたって専門の塑性加工の視点から審査を行い、今回から審査委員会副委員長に就任した。
高橋教授は現在、自動車を中心とした先進的なものづくりに関する研究などを行っている。前職ではプレス成形を中心とした塑性加工・樹脂成形・組立などのシミュレーション技術の開発に従事し、シミュレーション技術を通じて、さまざまな成形技術の研究開発に携わってきた。
現在の研究テーマは、①金属薄板の降伏および破断特性に関する研究、②高速変形などの材料特性とプレス成形シミュレーションに関する研究、③金属の破断に関するシミュレーションの研究、④自動車電池用ラミネートフィルムの成形用金型との高速摩擦特性に関する研究、⑤自動車電池用ラミネートフィルムのプレス成形シミュレーションに関する研究、⑥リサイクル樹脂の成形に関する研究、⑦歯科矯正のための解析モデルの最適化の研究―などで、自動車業界を中心に塑性加工に関連した研究を行っている。研究室には助手1名、博士課程2名、修士課程4名、学部学生15名が所属している。
板金フェアの開催意義や応募作品の特徴の変化、今後への期待、克服すべき課題などについて、高橋教授に話を聞いた。
「量」だけでなく「質」も向上
― 「第32回優秀板金製品技能フェア」の応募作品について、感想をお聞かせください
高橋進教授(以下、姓のみ) 今回の板金フェアへの応募総数は296点と、過去最多になりました。30周年記念の2017年度でも268点で、それを30点ちかく上まわりました。このうち、海外からの応募は18カ国108点で、ここ3年は横ばいでした。国内からの応募は188点で全体の64%となり、板金フェアが国内の板金業界に広く浸透していることがうかがえます。
以前の応募作品は、実際に受注・納品している製品そのままか、少しモディファイして出品する例が多かったと思います。最近は、受託加工した発注元の製品をそのまま出品するのはコンプライアンス上問題があるとの認識が広がり、板金フェアへの応募のために新たに作品を製作するケースが増えています。
応募作品は形状や構造が複雑になり、寸法も高精度化しています。動きのある作品も多くなっており、応募点数という「量」の面のみならず、「質」の面でも向上してきています。機能・形状・加工技術など、さまざまな視点から楽しませてくれる「板金のテーマパーク」然となってきて、私も時間を忘れて見入ってしまいました。
アマダ・ソリューションセンター(神奈川県伊勢原市)には、大学にはないさまざまな機械・設備があるので、私も時々学生を連れて訪問し、実験のために機械を使わせていただきます。私たちが使わせていただく機械・設備の近くに板金フェアの作品展示会場があるため、学生たちと一緒に会場を見ることも、楽しみのひとつになっています。
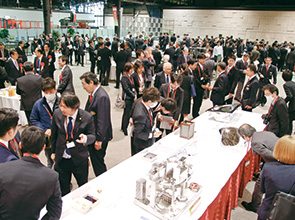 前回の第31回(2018年度)優秀板金製品技能フェアの表彰式(2019年3月開催)の後、作品展示会場では懇親会が催された
前回の第31回(2018年度)優秀板金製品技能フェアの表彰式(2019年3月開催)の後、作品展示会場では懇親会が催された 天田財団2019年度助成式典」(2019年11月開催)の後、第32回(2019年度)優秀板金製品技能フェアの作品展示会場で研究者らが投票を行った
天田財団2019年度助成式典」(2019年11月開催)の後、第32回(2019年度)優秀板金製品技能フェアの作品展示会場で研究者らが投票を行った
初応募の2社が大臣賞を受賞
― 厚生労働大臣賞、経済産業大臣賞を受賞した2社は、いずれも初めての応募でした。まず、厚生労働大臣賞を受賞した㈱門田鉄工(愛媛県)の「サンプルジャケットタンク」については、どんな印象をお持ちですか。
高橋 「サンプルジャケットタンク」は、食品向けの実用調合タンクや圧力容器として使用される2重のジャケット構造の容器で、実際の製品を1/5サイズに縮尺したミニチュア版として製作されました。縮尺した分、溶接や組立も実際の製品以上に難しくなったと思います。
圧力容器としては、板の表裏が一体化した溶け込み溶接が重要なポイントでした。胴体部分の高精度なR曲げや裏波溶接後のビードカット、バフ研磨も見事でした。実際の製品はサイズが大きいのでできないようですが、応募作品のビードカットは旋盤で面取り加工を行っています。胴体部を旋盤で面取り加工するにあたっては、専用治具を考案するなど、相当な工夫をされたことと思います。
容器内の小径ノズルの難しい溶接も、うまく処理していました。2重構造のため、内槽からつながるノズル部やジャケット外面の上部は外槽にシールカバーが必要ですが、ロール曲げを駆使してR加工を行っており、溶接もなめらかでした。こうした難度の高い、高精度な加工技術を備えていることが素晴らしいと思いました。
― 経済産業大臣賞を受賞した㈲小緑製作所(滋賀県)の「センターカバー」については、いかがでしょうか。
高橋 「センターカバー」は、3次元形状をした板厚9㎜の材料を、150トンのプレス機を使って1回で成形していることに驚きました。それまでは4分割 ― しかも200トンのプレスで成形加工していたのですから、工数削減だけでなく省エネの面でも素晴らしい。しかも、高さ寸法があるので、成形用金型を150トンプレスのボルスターテーブルに取り付けて加工していることも驚きでした。
ロットサイズが小さいので、高価で長い製作時間を必要とし修正にも手間がかかる本型を製作することはできず、板厚6㎜の板からレーザ加工によりスライス板を140枚つくり、結合溶接してパンチ・ダイの金型を製作したという発想も見事です。スライス板を積層して金型を製作するアイデアは過去にもありましたが、この作品のように積層金型を使用して成形加工した例はありませんでした。
「サンプルジャケットタンク」も「センターカバー」も産業用として実際に使われている実用性の高い作品で、板金フェアのために特別に製作した作品ではないにもかかわらず、難度の高い高精度な加工技術と品質を実現している点を高く評価したいと思います。見事な出来栄えでした。


プロフィール
- 高橋 進(たかはし・すすむ)
- ●日産自動車㈱ 総合研究所 材料研究所(1981年4月~1986年6月)
●英国・Computational Mechanics Institute社命留学(1986年7月~1989年3月)
●日産自動車㈱ 総合研究所 材料研究所(1989年4月~1992年12月)
●日産自動車㈱ 技術開発センター(1993年1月~1998年6月)
●日産自動車㈱ 車両技術開発試作部(1998年4月~2007年3月)
●日本大学 生産工学部 機械工学科(2007年4月〜)
つづきは本誌2020年5月号でご購読下さい。